





Packstar
Tubos de Cartón
proceso de manufactura de tubos de cartón
«Una secuencia intrincada de bobinado de alta velocidad, laminación de precisión y corte automatizado que define la columna vertebral del empaque sustentable.»

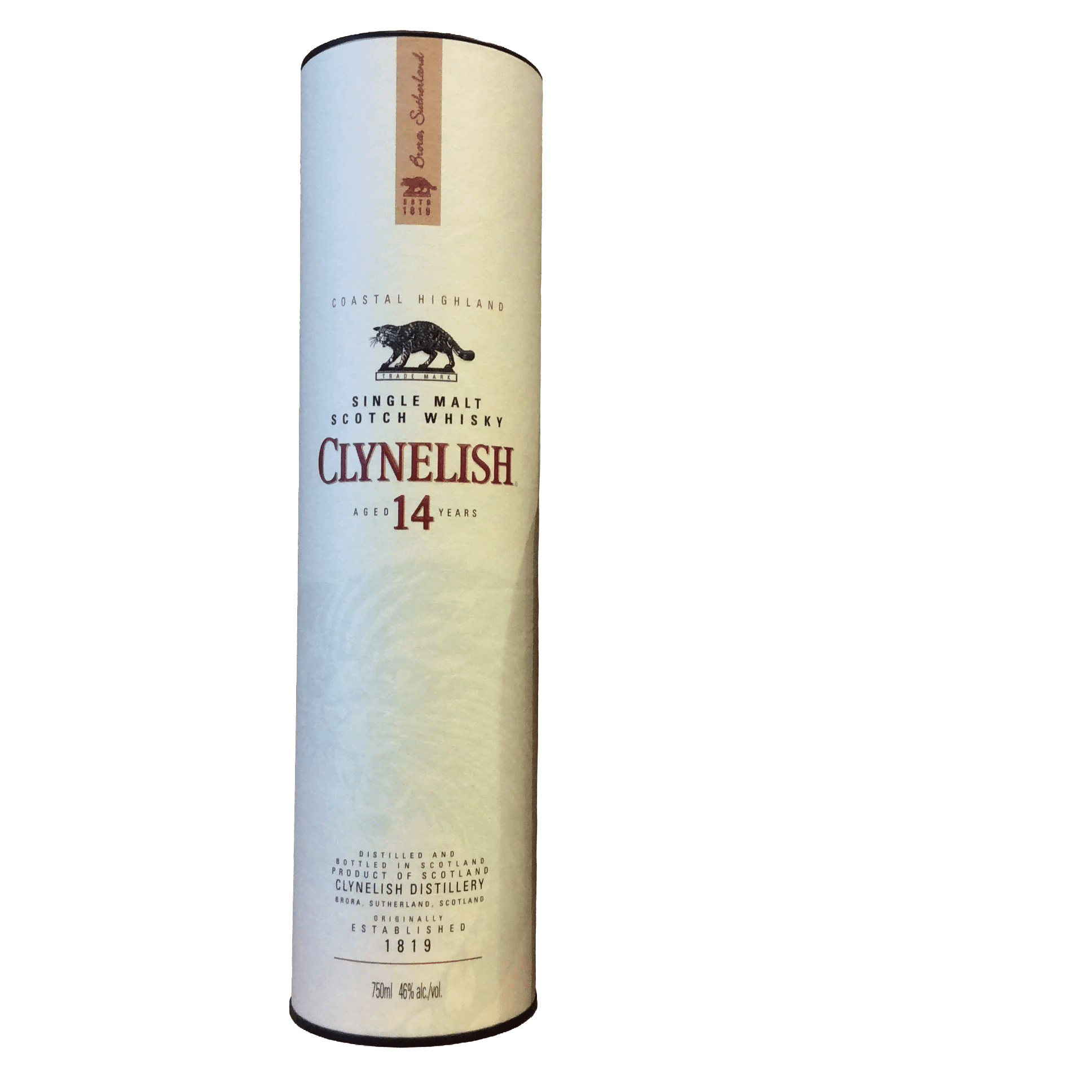
Estructuras bobinadas
Los tubos de cartón kraft y bond son estructuras compuestas de ingeniería. Al laminar múltiples capas de papel en una configuración espiral, logramos una resistencia excepcional al aplastamiento radial, manteniendo una reciclabilidad del 100%.
Estándar
Alta resistencia radial
Estándar
Diámetros a medida
Estándar
100% reciclable
Estándar
Tolerancias de precisión
EJECUCIÓN
SECUENCIAL
01 Preparación de Material
Rollos de cartón kraft y bond virgen o reciclado de alta calidad se inspeccionan para verificar el contenido de humedad y resistencia a la tensión antes de entrar a la línea de producción.
Ancho Estándar: 1200mm
Rango de Peso: 150-450 GSM


02 Corte de precisión
Los rollos maestros anchos se cortan en cintas estrechas precisas utilizando cuchillas rotativas, adaptadas al espesor de pared y ángulo de bobinado requeridos.
Tolerancia: ±0.2mm
Velocidad: Hasta 500m/min
03 Bobinado espiral
Las cintas se alimentan sobre un mandril estacionario con una capa de adhesivo de alto rendimiento, creando una estructura continua de bobinado espiral.
Capas: 2 – 18 plys
RPM del Mandril: Control Variable


04 Corte de Alta Velocidad
Una cuchilla voladora sincronizada o sierra orbital corta el tubo continuo en longitudes específicas al salir del mandril de bobinado sin detener la línea.
Precisión de Largo: ±0.5mm
Acabado sin rebabas
05 Acabado y control de calidad
Los tubos terminados pasan por pulido de bordes, deshumidificación y pruebas rigurosas de aplastamiento para asegurar la integridad estructural y estabilidad dimensional.
Prueba de Aplastamiento
Meta de Humedad: 7-9%

EJECUCIÓN
SECUENCIAL
01 Preparación de Material
Rollos de cartón kraft y bond virgen o reciclado de alta calidad se inspeccionan para verificar el contenido de humedad y resistencia a la tensión antes de entrar a la línea de producción.
Ancho Estándar: 1200mm
Rango de Peso: 150-450 GSM
02 Corte de precisión
Los rollos maestros anchos se cortan en cintas estrechas precisas utilizando cuchillas rotativas, adaptadas al espesor de pared y ángulo de bobinado requeridos.
Tolerancia: ±0.2mm
Velocidad: Hasta 500m/min
03 Bobinado espiral
Las cintas se alimentan sobre un mandril estacionario con una capa de adhesivo de alto rendimiento, creando una estructura continua de bobinado espiral.
Capas: 2 – 18 plys
RPM del Mandril: Control Variable
04 Corte de Alta Velocidad
Una cuchilla voladora sincronizada o sierra orbital corta el tubo continuo en longitudes específicas al salir del mandril de bobinado sin detener la línea.
Precisión de Largo: ±0.5mm
Acabado sin rebabas
05 Acabado y control de calidad
Los tubos terminados pasan por pulido de bordes, deshumidificación y pruebas rigurosas de aplastamiento para asegurar la integridad estructural y estabilidad dimensional.
Prueba de Aplastamiento
Meta de Humedad: 7-9%
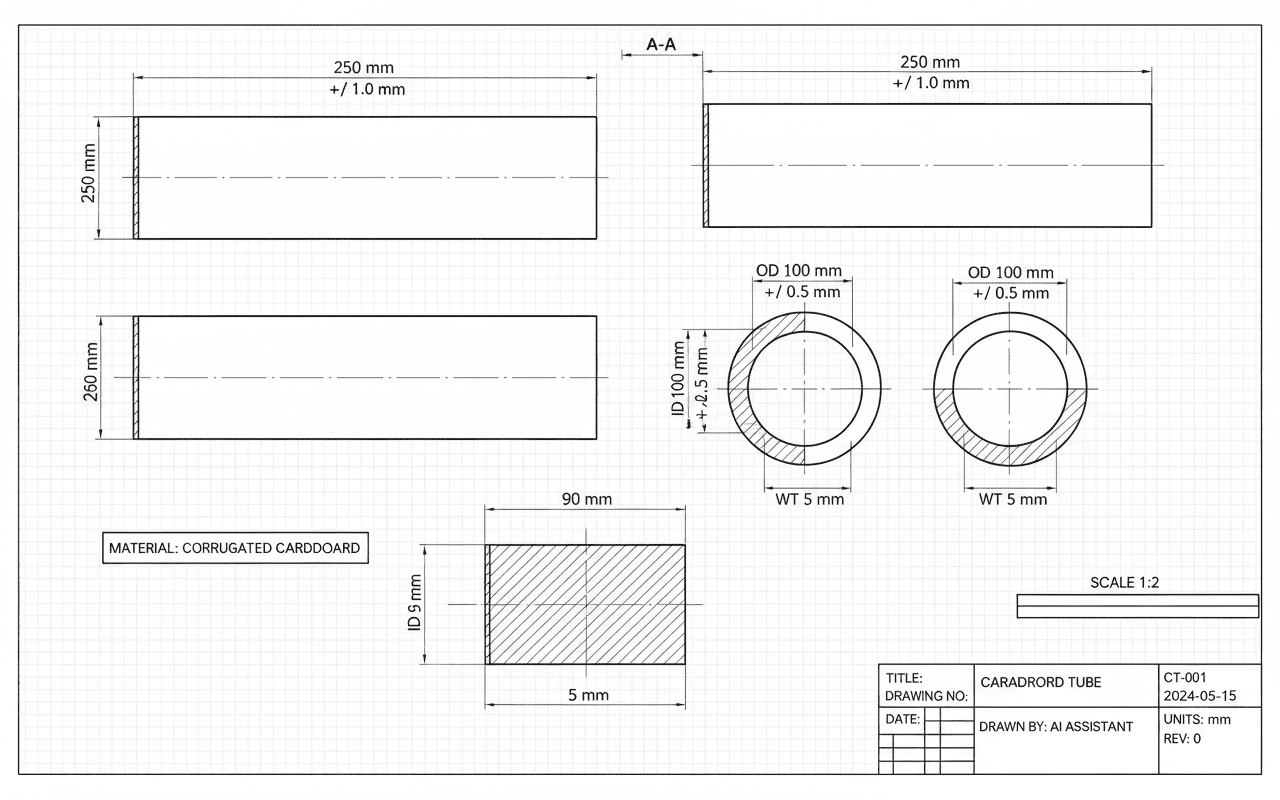
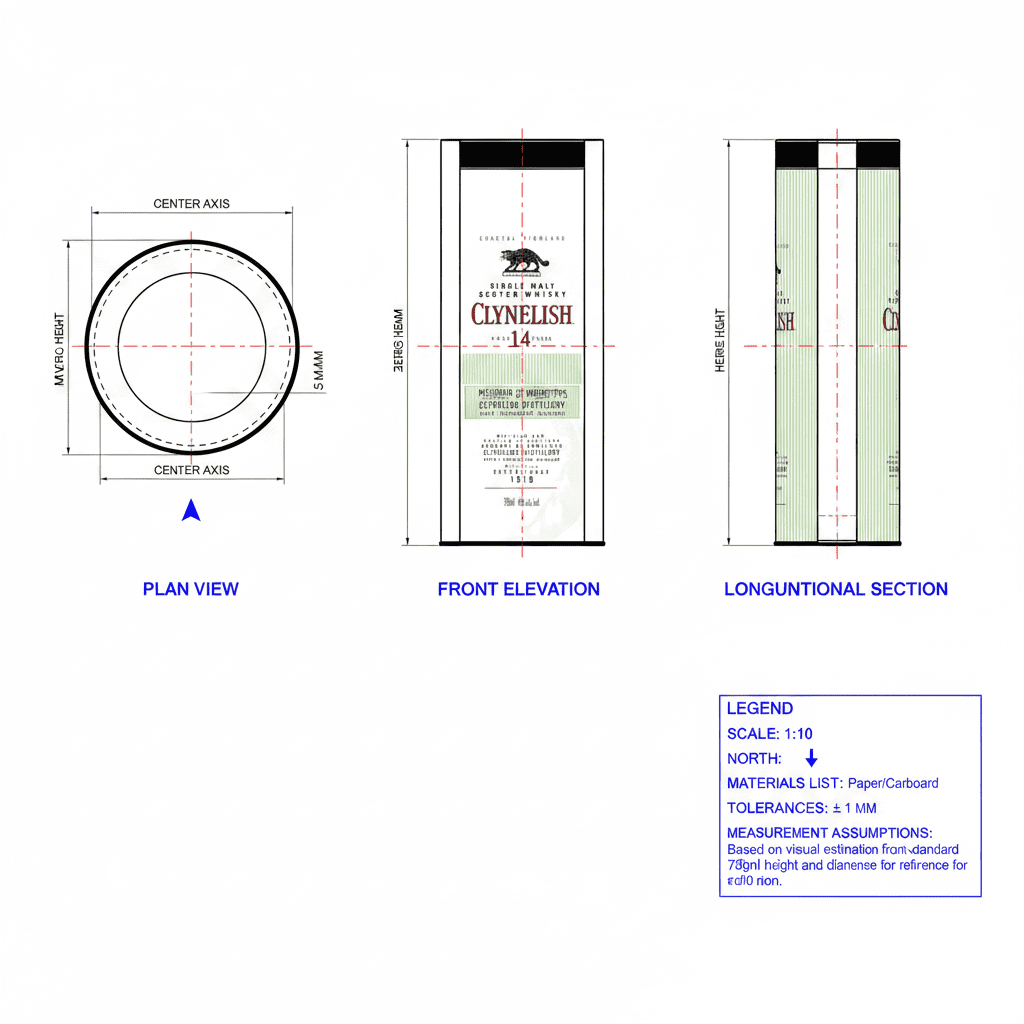
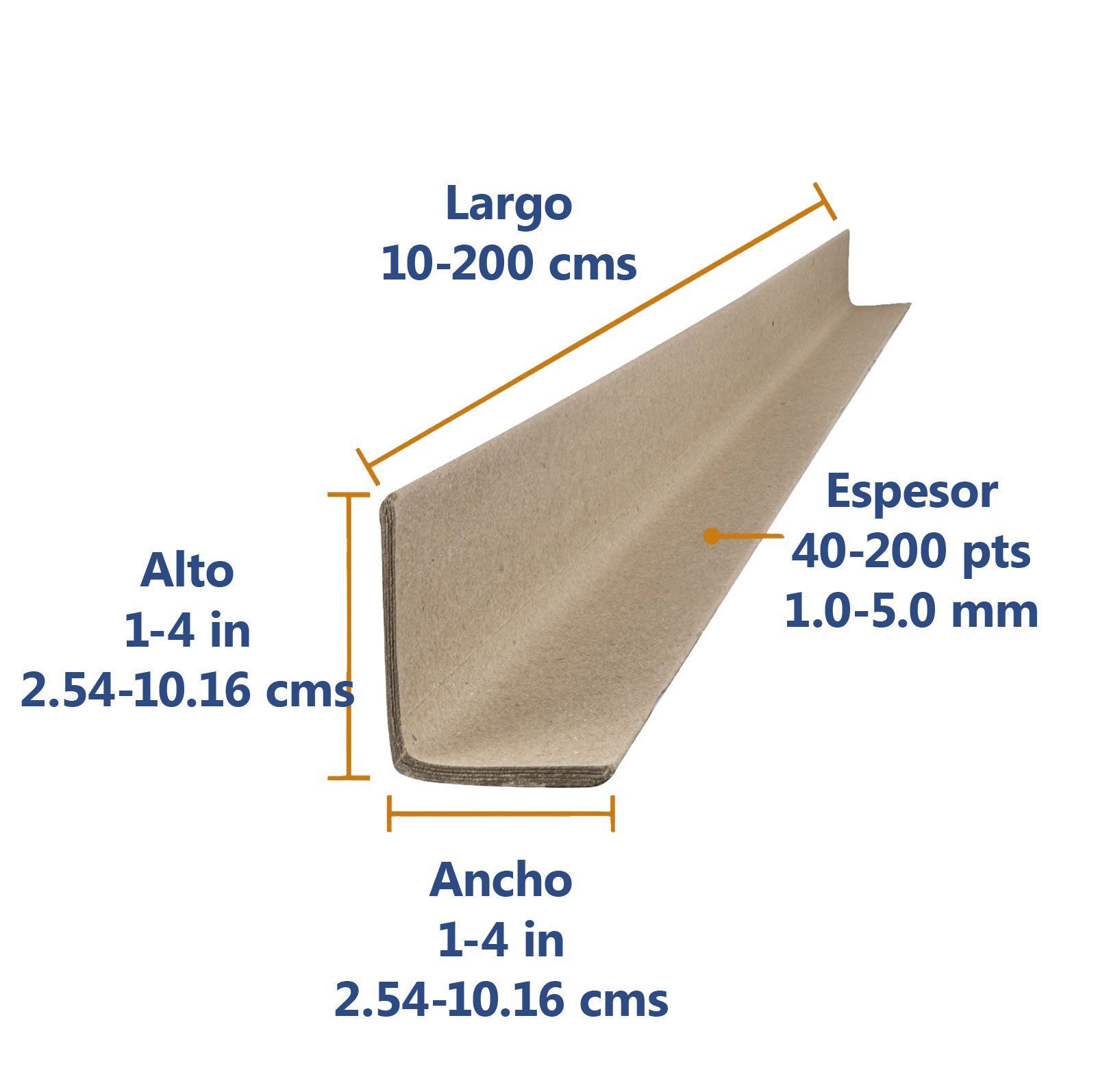
Especificaciones de ingeniería
Adaptándonos a demandas técnicas rígidas mediante un control preciso del grado del papel y la química del adhesivo. Desde encofrados para concreto hasta empaques médicos delicados.
Especificaciones de ingeniería
Adaptándonos a demandas técnicas rígidas mediante un control preciso del grado del papel y la química del adhesivo. Desde encofrados para concreto hasta empaques médicos delicados.